欄目(mù)導航(háng)
聯系(xì)方(fāng)式
山東(dōng)友泰機床制造(zào)有限公司(sī)
電話:0632 5638617
手機:18678372901
傳(chuán)真:0632 5911617
地址(zhǐ):山東滕州市魯(lǔ)班大道鑫(xīn)泰科(kē)技園
電話:0632 5638617
手機:18678372901
傳(chuán)真:0632 5911617
地址(zhǐ):山東滕州市魯(lǔ)班大道鑫(xīn)泰科(kē)技園
銑打機切(qiē)削熱對加工影(yǐng)響應如何處理(lǐ)
時間(jiān):2020-03-11 14:38 作者(zhě):admin 點擊: 次
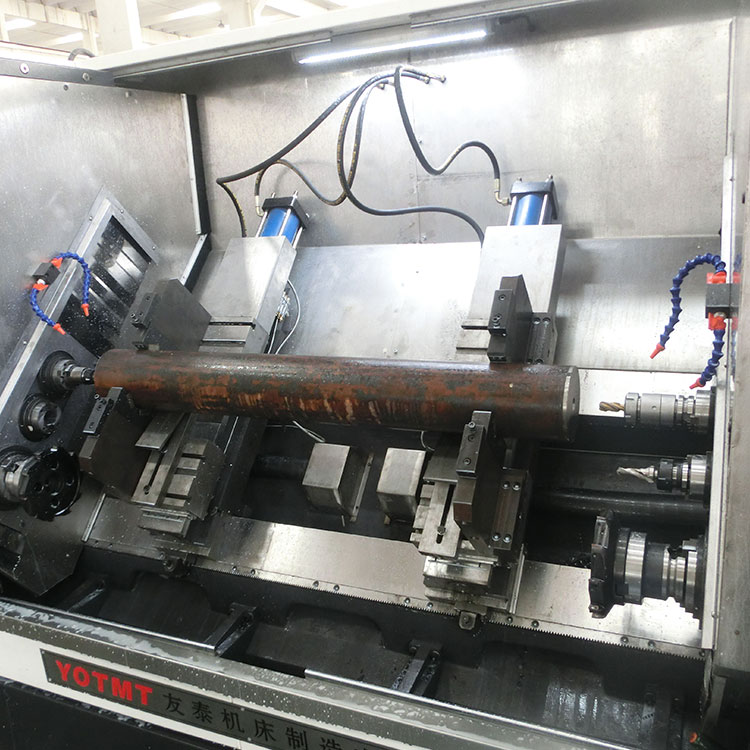
金(jīn)屬切削機(jī)床在(zài)加(jiā)工(gōng)過程中,不可避免的(de)要産生切(qiē)削熱(rè)的問(wèn)題,銑打機(jī)是一種集(jí)中了(le)大吃(chī)刀(dāo)量銑削(xuē),高鑽速鑽中心(xīn)孔功能的(de)專用(yòng)機床,切削(xuē)過程中熱(rè)量生更多(duō),尤(yóu)其是銑(xǐ)打機銑削(xuē)過程中往(wǎng)往是大刀潘對(duì)軸類零件一刀(dāo)切削,最大單邊(biān)去除5mm,如此大量(liàng)的材料去除,加工過程中(zhōng)發熱(rè)量大,在切(qiē)削液(yè)潤滑(huá)冷卻的情(qíng)況下對切(qiē)削工(gōng)具刃口的熱(rè)沖(chòng)擊嚴(yán)重,切(qiē)削工具耐用(yòng)度低。不(bú)僅加工成本在切削(xuē)工具方面(miàn)的投入增加(jiā),而(ér)且加工效率很(hěn)低。
就(jiù)目(mù)前的當(dāng)前銑打機(jī)銑削(xuē)加工(gōng)而言,由(yóu)于(yú)切削液對(duì)操作環境(jìng)的污染,很(hěn)多用戶在采用(yòng)硬質合金工具(jù)時不使(shǐ)用(yòng)切削(xuē)液,這(zhè)樣就(jiù)連基(jī)本的潤(rùn)滑(huá)都沒(méi)有,這樣(yàng)的平面(miàn)銑削加(jiā)工(gōng)效率(lǜ)不高(gāo),并且銑削(xuē)工具壽(shòu)命低。如(rú)果采用微量潤(rùn)滑技(jì)術将(jiāng)使得在平面銑加工(gōng)時獲得良(liáng)好(hǎo)的潤滑,即使(shǐ)采用(yòng)無塗(tú)層的硬質(zhì)合金工具也能(néng)使其耐用(yòng)度有大幅提升。這是(shì)因為微量(liàng)潤滑系統輸(shū)出的細(xì)微油(yóu)霧顆粒,能(néng)夠(gòu)滲透至切削(xuē)區摩(mó)擦最嚴重的位置,提供足(zú)夠可靠的潤滑抑制切削熱的(de)産生。
當前很多銑打機用戶在(zài)切削(xuē)工(gōng)具(jù)普遍使用塗層技術(shù),配合(hé)微量(liàng)潤滑(huá)使用後,切(qiē)削熱(rè)能夠穩定在塗(tú)層承(chéng)受(shòu)的(de)範圍(wéi)内,而且不會破(pò)壞塗(tú)層。這(zhè)樣就能最大效(xiào)率的發揮(huī)切削工(gōng)具(jù)的性能實現高速切削加工。在高速切削(xuē)加工(gōng)中,由于切削溫(wēn)度較高,切屑容(róng)易軟化(huà)變形從(cóng)而斷屑,形(xíng)成豆(dòu)瓣屑或較短的(de)屑,這樣的(de)切屑(xiè)非常容易排(pái)出(chū)切削區域(yù),由此(cǐ)帶走(zǒu)大(dà)量的切(qiē)削變形熱。因此(cǐ),金屬(shǔ)切削熱在(zài)衆多(duō)的材料加工中并不是主(zhǔ)要矛盾(dùn),隻有當(dāng)遇到(dào)高硬(yìng)度難(nán)以加工的材料(liào)時,溫度(dù)才是(shì)主(zhǔ)要矛盾,如(rú):钛合(hé)金等,解決這些(xiē)問題不僅要從潤滑冷卻(què)方面(miàn)着手,也需要(yào)改善切削(xuē)工(gōng)具的(de)性能。這對(duì)銑打(dǎ)機的(de)加工(gōng)剛性(xìng)要(yào)求增加(jiā),友泰(tài)銑打(dǎ)機采用ht300鑄(zhù)鐵,組(zǔ)裝工(gōng)藝紮實,全(quán)部為從事(shì)該行業十(shí)年以上的師傅組裝(zhuāng),主軸設計(jì)采用(yòng)大直徑(jìng)主軸設(shè)計,充分考(kǎo)慮加工剛性的問題,在大批量生産(chǎn)高性(xìng)能(néng)切削刀(dāo)具使(shǐ)用後(hòu),友泰(tài)銑打(dǎ)機(jī)的加工性能得到提升。
友泰銑打機因(yīn)客戶(hù)的(de)加(jiā)工(gōng)要(yào)求而改進,不斷(duàn)研發出(chū)客(kè)戶需要的(de)銑(xǐ)打機。特别是在(zài)解(jiě)決加(jiā)工熱切削方面(miàn),注重客戶(hù),為客(kè)戶提供(gòng)加工穩(wěn)定,有(yǒu)性價比的(de)專用機床。





