了解銑端面打中心(xīn)孔機床在凸輪軸加(jiā)工中的作用,必須要知道的就是什麼是凸輪軸,凸輪軸(zhóu)是活塞式發動機的一個(gè)重要部件,它的作用是控制氣門的開啟和閉(bì)合動(dòng)作。
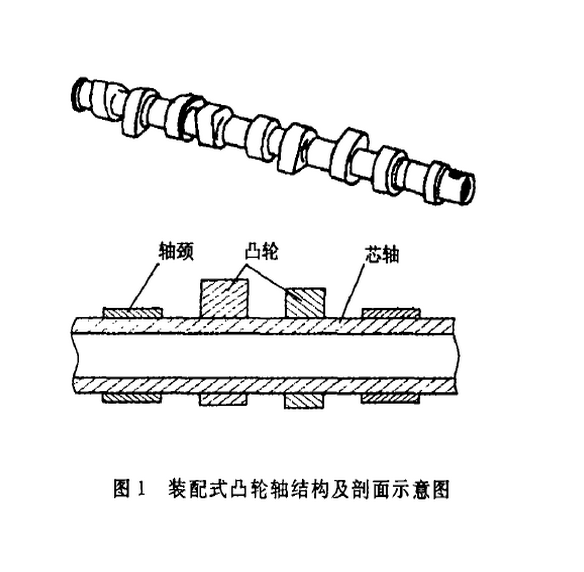
雖然(rán)在(zài)四(sì)沖程發動機裡凸輪軸的轉速(sù)是曲軸的(de)一半(在二沖程發動機(jī)中凸輪軸的轉速與曲軸相同),不過通常它的轉(zhuǎn)速依然很高,而且需要承受很大的扭矩,因此凸輪軸在強度(dù)和支撐方面的要(yào)求很高,其材(cái)質一般是特種鑄鐵,偶爾(ěr)也有采用鍛件的。這意味着對于凸(tū)輪軸的加工機(jī)床來說必須具(jù)備很好的機床剛性(xìng)和機床精(jīng)度。銑端(duān)面打中心孔機床(chuáng)就是(shì)一款凸輪軸加工工藝有着舉足輕重作用的機(jī)床,因(yīn)為它的精度和效率直接影響着後道工序精度(dù)和(hé)加工效率。
弄清楚(chǔ)銑端面打中心孔機床在凸輪軸加工中的作用,就(jiù)要了解凸輪軸的加(jiā)工工藝,無論國内還(hái)是國外凸輪(lún)軸的加(jiā)工(gōng)采用的(de)都是批量生産的方式,這種方(fāng)式的優勢就不多說了,同時(shí)也因其複雜的加工工藝和專用的加工設備決定了它的加工-批量生産是必須的。
凸輪軸加(jiā)工工序
1)中心孔的加工:加工中心孔的刀具(jù)一般都采用标準(zhǔn)中心(特殊(shū)中心孔區别對待)?,工藝安(ān)排上分2次行熱處(chù)理之前(qián)和熱處理之後。此道工序的關鍵是控制好60°的定(dìng)位錐面的公(gōng)差(?±15′~±20′),且需用專用(yòng)工具(jù)(模拟後續機床的定位頂針)進行全數檢查,以控制凸輪軸的軸向開檔精度(要求±0.02mm~±0.05mm),防止凸輪銑時出(chū)現未銑(xǐ)出的毛邊。
2)熱處理:2.1淬火(huǒ);
感應淬火時應(yīng)根據不同的工件材質。在(zài)滿足(zú)硬度要求的前提下找出淬火的邊界條(tiáo)件,控制輸出的最大最小電壓、電流(liú)範圍,同時控(kòng)制淬入液的濃度、流量和溫度,并(bìng)定期對淬火液的冷卻速(sù)率進行(háng)分析,以此作為更換淬(cuì)火液的依(yī)據。
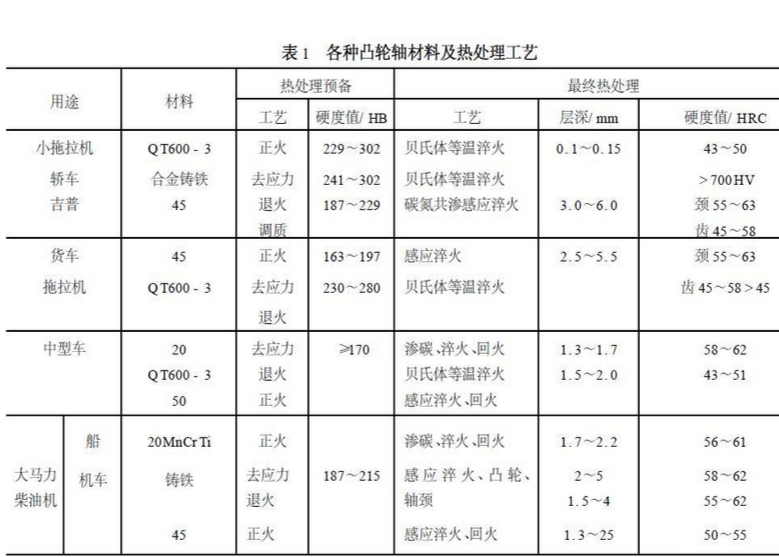
2.2各種凸輪軸材料及熱處理工藝:各種凸輪軸材料及熱處理工藝随着磨削餘量的減少和磨削速(sù)度的提高關于凸輪的磨削工(gōng)藝設(shè)計,一(yī)般用戶依(yī)托設(shè)備供應商解決。供應商根據用戶提供凸輪(lún)的0°~360°的離散點,通過選用(yòng)恰(qià)當的數(shù)控系統(tǒng),主要(yào)解決:1)将離散點變成連(lián)續的封閉曲線。
2)将生成曲線轉為磨削曲線。由于凸輪磨削時(shí)磨削點與生成點不在一個點,必須進行數學模換(huàn),而且這種變換還與凸輪的測量方式有關。
3)建立C軸調速曲線。在凸輪磨(mó)削中,為保證凸(tū)輪加速度恒定,必須根據C軸角(jiǎo)度來調整C軸轉速的調速曲線。其中在凸輪磨削NC程序生成之前,關鍵是首先要(yào)編制凸輪生成曲線(通(tōng)過對(duì)數據平(píng)滑處理,将離散(sàn)點形成封閉曲線)和速度(dù)曲線的(de)計算程序(xù),即将給定的凸輪生成表轉換為磨削用(yòng)的磨削曲線(xiàn)(C坐标值、x軸坐标值(zhí))。
由上可以(yǐ)看出銑端面打中心孔機床在凸輪軸生(shēng)産加工過(guò)程中所扮(bàn)演的角色非常重要,在多工序生産中定位基(jī)以及定位端面的重要性(xìng)我們在先前的文章中已(yǐ)經有過介紹,這裡不多做解釋了,銑端面打中(zhōng)心孔機床具備很好的機床剛性和穩定性,在加工精度和加工效率方(fāng)面有着卓越的優勢,兩端同時加工同時切削,同時(shí)鑽(zuàn)中心孔,保障了精度一緻性,提高了(le)加工效率因此是凸輪軸批量生産中不可或缺的加(jiā)工機床。在凸輪軸生産中銑端面打中心孔機床的(de)重(zhòng)要性将随着(zhe)世界先進生産工藝的不(bú)斷提升而變的越來越重要。